[时间:2020-03-10 13:16:49] [点击:2517] [分类:新闻首页]
为改善多级潜污泵泵轴的使用质量,促进潜水电泵的正常运转,延长其使用寿命,在以往研究结果的基础之上,对泵轴的设计方案以及生产工艺进行了优化改进,具体表现如下:
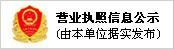
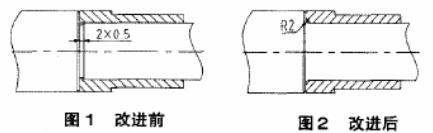
一是潜水电泵泵轴的轴肩处由原来2×0.5的退刀槽改为R2的圆角,以避免轴肩尖角处应力集中过大,轴套内孔处做C3的倒角处理,这样不影响轴套安装(见下图1、图2)。
二是在潜水电泵轴生产制造的过程中,采用氮气保护气氛对水泵轴的零部件进行加热处理,以避免轴表面氧化脱碳,形成脱碳层,影响水泵轴的使用质量。
三是在泵轴淬火加工的过程中,要将泵轴的淬火温度在原有的温度基础之上再提高20℃,并改用盐水冷却替代传统使用的油冷冷却方法,这样一来,由于加热温度的提高以及冷却速度的加快,则有利于泵轴组织形态的优化,潜水电泵轴可以由外到内都形成马氏体组织。